Ikke-aftagelige forbindelser: teknologisk proces og klassificering
Dockning af elementer og strukturer kan opdelesind i to hovedgrupper: aftagelige og endelige tilslutninger. Den første omfatter dem, der kan demonteres uden at forstyrre fastgørelseselementernes integritet. Disse er fastgørelser med møtrikker, bolte, bolte, skruer, alle tilslutninger med og uden gevind. Alle betragtes som ikke-aftagelige, når de demonteres, skal de bryde fastgørelseselementerne.

Aftagelige forbindelser
Deres udførelse består i at bore hullerlidt større diameter end fastgørelseselementet (skrue eller bolt). Dette er gjort, så der i begge dele kan fastgøres der nøjagtige huller. Fejlen i en brøkdel af en millimeter kompenseres, især for elementer med et stort antal fastgørelsesdele. Ved brug af skruer og skruer for pålideligheden af leddet på dem, sæt på møtrikken og skiven.

Skruer trækker sammen dele, gevindskæringselvstændigt. Ved brug af dem er der ikke brug for møtrikker og skiver. Kugler bruges, hvis en anden del er fastgjort til en massiv del. Den har en tråd i begge ender, under det i emnet borer et hul mere end gevindets længde.
Ikke-aftagelige forbindelser
De er:
- svejset;
- nitter;
- lodning;
- klæbemiddel.
Sådanne typer af all-in-one ledd har fundet anvendelse på visse produktionsområder. Lad os overveje hver enkelt af dem særskilt.
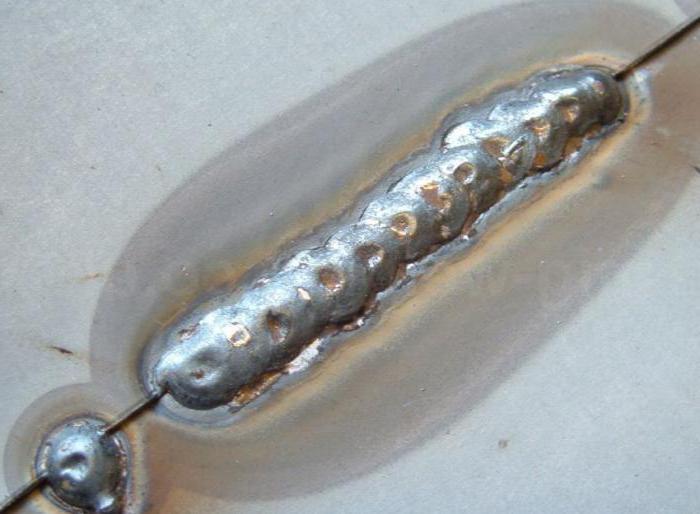
svejsning
En sammensætning vedtaget via interatomiske bindinger mellem dele af dele ved opvarmning kaldes svejset.

Kilderne til elementopvarmning kan være:
- smeltet slagge
- gas flamme;
- elektrisk lysbue;
- plasma;
- laserstråle.
Det metal, der skal svejses, hedder basismetal. Og den der bruges i badet er additiv.

At få alt-i-en-forbindelser på denne måde kan være af følgende typer:
- kontakt svejsning;
- elektrisk lysbue manuel;
- automatisk nedsænket og halvautomatisk;
- bue.
Sømmen er også opdelt i:
- butt;
- overlappede;
- hjørne;
- T-stykket.
Enhver af dem kan være enten envejs eller tovejs.
fordele:
- Lav pris for sådanne faste led, på grund af sømmenes enkelhed og lav arbejdskraftindgang.
- Relativt lille masse, i sammenligning med andre arbejdsmetoder.
- Der er ikke behov for at lave huller i delen, hvilket giver styrke i tværsnit.
- Automatisering af svejseprocessen indebærer dens tæthed.
ulemper:
- Udseendet af deformation og buckling efter arbejdet, samt forekomsten af restspændinger.
- Modstår mild vibration og bump.
- Kompleksitet i kvalitetskontrol.
- Arbejdstagere, der udfører faste led af dele med svejsning, skal nødvendigvis gennemgå træning og bekræfte deres kvalifikationer.
lodning
Detaljer i metoden til lodning fastgøres ved indførelsen af et yderligere metal loddemetal.
Og loddets smeltepunkt skal være mindre end for de dele, der skal forbindes. Ifølge dette kriterium skelnes sælgere:
- især smeltende. Det krævede smeltepunkt er kun 145 grader;
- blød eller smeltbar. Arbejdsopvarmning er ikke højere end 450 grader Celsius;
- hård eller medium smeltning. Smeltepunktet ligger i området fra 450 til 600 grader;
- høj temperatur eller højsmeltning. Sådanne metaller smelter ved temperaturer over 600 grader Celsius.
lodninger
Afhængigt af komponenten er de opdelt i:
- tin-bly (PIC);
- tin (PO);
- zink (PC);
- sølv (PSr);
- Kobber-zink (PMC, messing).
Det meste af arbejdet med lodning sker ved brug af tin-bly materiale af PIC mærke. Som regel produceres de i form af wire, bånd eller kviste.

Før loddets overflade renses godt. At de ikke oxideres, brug en særlig loddefluss. Dette stof tillader ikke dannelse af oxider og renser overfladen af dele fra dem, hvilket bidrager til bedre spredning af loddemetal. En bestemt type flux er egnet til en bestemt temperatur, over hvilken den ophører med at arbejde og forbrænder.
nitte
Disse er forbindelser, der oprettes ved hjælp afsærlige dele - nitter. Det har en stil og et hoved. Processen med at opnå integrerede ledd skyldes dannelsen af et låsehoved i den anden ende, det opnås ved at komprimere stangens ende. En sådan konstruktion er fuldstændig ubevægelig og endnu et stykke. I den er der ingen mulighed for forskydning af dele i forhold til hinanden.
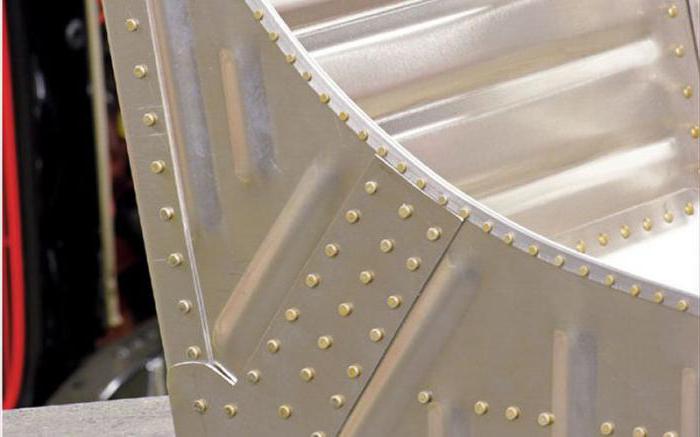
Brug denne mount til små deletykkelse af hovedsageligt pladematerialer, eller hvor høje temperaturer er uacceptable på grund af mulig deformation af dele. Når nitter står ved siden af hinanden, danner de en nittet søm.
Materialerne i elementerne skal svareMateriale af fastgjorte dele, ellers kan elektrokemisk korrosion opstå på grund af forskellen i termisk ekspansionens koefficienter. Nittenhovederne er runde, skjulte, halvbegravet og flade.
Godbidder
Fordele ved denne forbindelse:
- Evnen til at modstå større vibrationer og belastninger, som ikke er i kraft af svejsning.
- Anvendelse er mulig i materialer, der ikke er svejset eller denne proces er meget lang.
- Ingen anvendelse af høje temperaturer under tilslutning.
ulemper
Blandt dem kan vi bemærke følgende punkter:
- Stort forbrug af metal til det udførte arbejde.
- Forøg vægten af strukturen.
- Høj arbejdskraftintensitet.
- Processabiliteten er lav.
klæbemiddel
For at opnå stærke, permanente led,Det er nok at forbinde delene med hjælp af klæbemiddelsammensætning. Handlingen foregår ved at danne bindinger på det intermolekylære niveau af overfladen af den limede del og limfilmen.
Brugen af en sådan metode findes ikonstruktioner fra forskellige materialer. Montering på basis af lim anvendes selv i brobyggeri og luftfart. Holdbarheden af en sådan forbindelse og dens kvalitet afhænger af forberedelsen af overfladerne af delene og typen af belastning, som vil påvirke dem. Det er nødvendigt at rengøre overfladerne af rust og fedtpletter efter at have bearbejdet stedet med sandpapir.
Lime de dele, der skal håndteres påBelast på skiftet eller drej, med et lille fælles område bør ikke være. Dette vil føre til tab af styrke. Det er bedre at klæbe de dele, der er genstand for forskydning i forhold til hinanden eller til trækbelastningen.
Fordele ved klæbemetoden:
- På denne måde kan du forbinde emner og strukturer uanset form, masse eller materialer.
- Høj modstandsdygtighed mod korrosion.
- Stramhed, som giver dig mulighed for at arbejde med rørledninger.
- Fremkalder ikke deformation af dele.
- Der er ingen koncentration af stress.
- Pålidelighed af arbejdet under betingelser for vibrationsbelastninger.
- Lavpris for forbrugsstoffer.
- Klæbende alt-i-en ledd vægter ikke designet.
ulemper:
- Lav styrke, især når du trækker af.
- Kortvarig, nogle typer lim kan blive gamle.
- Lav modstand over for varmelast.
- Mange forbindelser skal have lang eksponering før brug.
- Obligatorisk overholdelse af sikkerhedsforanstaltninger.
All-in-one-forbindelse polyethylen-stål
En bred ansøgning om tilslutning af rør af stål og moderne polyethylen har fået et all-in-one sammensat polyethylen-stål.
Det giver dig mulighed for sikkert at fastgøre hinandenplast og metal rør, samt installere de nødvendige beslag til låse. For at gøre en uadskillelig struktur anvendes rør fremstillet af polyethylen, fremstillet ifølge en bestemt standard.

Sådanne rørstykker er monteret pågasledninger af beboelsesbygninger. Ofte kan du møde dem i kedelplanter. Brugen af stålrørledninger i vores tid bliver i stigende grad erstattet af polyethylenanaloger. Dette skyldes den åbenlyse fordel ved plastrør over metalliske. Derfor bruges de i stigende grad. Det ikke-aftagelige polyethylen-stål led er så pålideligt, at det ikke kræver særlig vedligeholdelse.

Så vi undersøgte de vigtigste typer af forbindelser, deres fordele og ulemper.








